
Increasing adoption across various domains where machine vision systems play a critical role in production, inspection, quality control and process optimization.

Expanding usage and enhanced analysis accuracy through AI and deep learning algorithms.

Frequent use in ensuring manufacturing accuracy and defect detection.

Applications are growing in agriculture, healthcare, transportation, defense and aerospace.

Emphasis on product innovation and differentiation, with vendors expanding ecosystems through mergers, joint ventures and partnerships.






Identifying flaws or quality issues using high-resolution industrial cameras and algorithms to compare real-time production with predefined standards.

Recognizing and verifying objects, characters or patterns using Optical Character Recognition (OCR) and barcode scanning.

Assisting robotic systems in performing precise tasks such as assembly or welding, using 3D cameras and motion control.

Ensuring products meet specified tolerances through accurate measurement of size, shape and geometry using high-resolution imaging and algorithms.

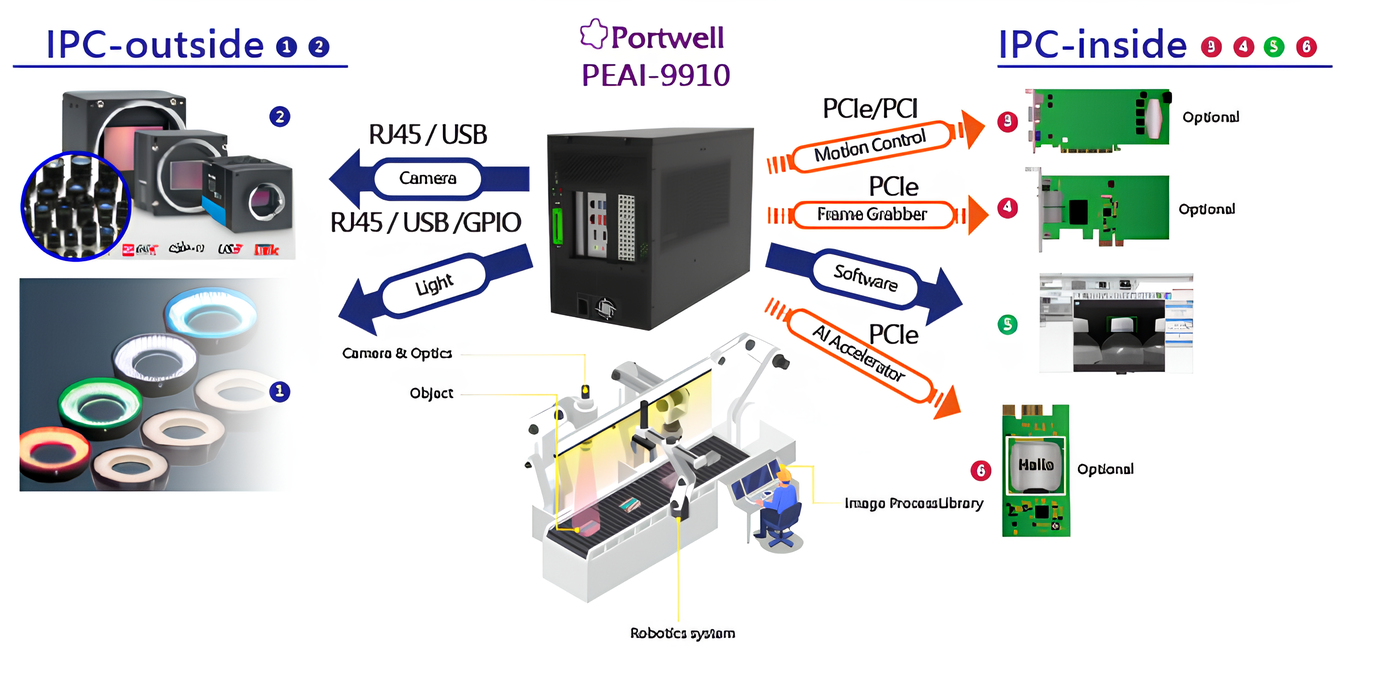
Acquiring image data through industrial cameras and lights.

Using image processing to extract key features for subsequent recognition.

Applying algorithms to identify objects, text and other elements.

Analyzing and acting on the recognition results.