With the global demand for semiconductors continuously rising, foundries face surging orders, pushing backend IC packaging and testing lines to near capacity. Since chip quality directly correlates with production efficiency, chip probing and sorting have become critical steps in the packaging and testing process. After probing, chips enter the next phase—the sorting process, which performs finer quality grading. By integrating advanced technologies such as machine vision, artificial intelligence (AI), and edge computing, combined with multi-axis synchronized control and high-efficiency hardware, manufacturers can effectively separate good chips from defective ones. Continuous process optimization, real-time data analysis, modular designs, and automated operations accelerate sorting speed and improve precision. Chips passing the sorting process are classified by specifications, with defective chips removed. Subsequent sorting stages conduct further quality inspections, ensuring compliant products are quickly categorized, ultimately enhancing yield rates and production efficiency.
Integration of Vision and Motion Systems: A Solution to Shorten Sorting Cycles and Improve Stability
The integration of vision and motion systems in chip sorters is essential for achieving precise positioning and rapid feedback, meeting the sorting process’s high efficiency and high accuracy demands. The vision system inspects chip surface quality, position, and specifications, providing real-time data to the motion system for precise multi-axis control operations, such as adsorption, rotation, classification, and placement. The motion system ensures stability during high-speed chip movement, preventing errors caused by vibration or misalignment that could compromise detection accuracy or sorting efficiency. By shortening sorting cycles, reducing manual intervention, and minimizing errors, manufacturers can enhance production efficiency and reliability, aligning with market demands.
PSYS-508 Series Key Advantages
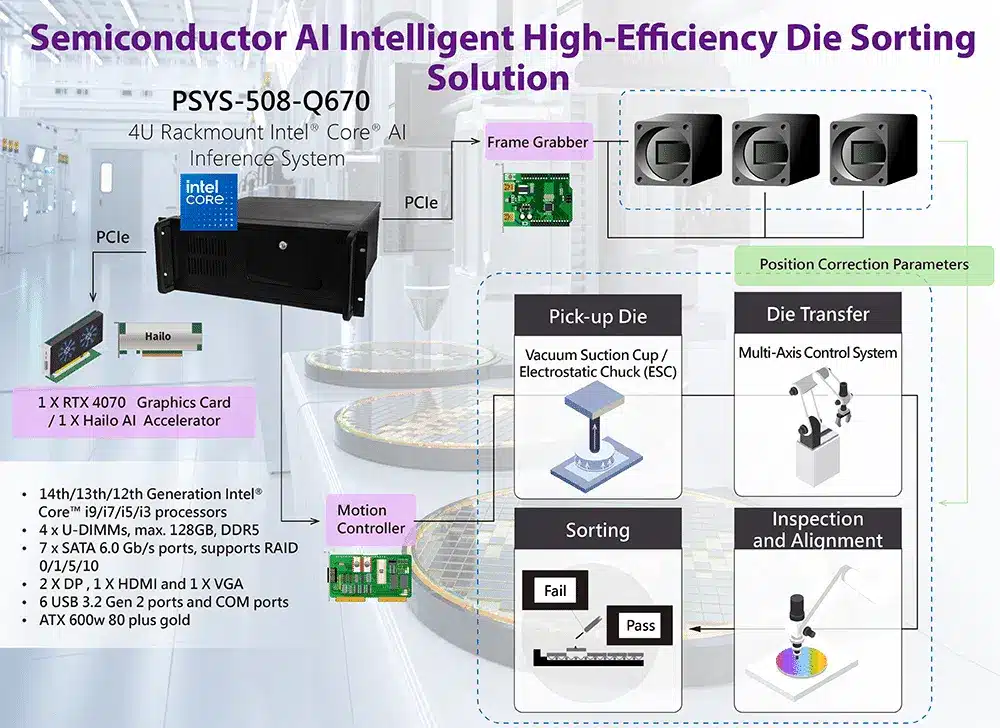
Portwell’s PSYS-508 Series 4U rackmount industrial computers are exceptionally suited for semiconductor chip sorting applications. The latest model, PSYS-508-Q670, has 14th Gen Intel® Core™ processors, delivering outstanding computational performance. With support for up to 128GB of DDR5 memory, it handles high-speed, large-scale data processing needs with superior compatibility and flexibility, reducing development costs while boosting production efficiency.
High-Performance Processing:
The PSYS-508-Q670 supports multiple PCIe Gen5 x16 expansion slots, seamlessly integrating high-performance motion control cards and image capture cards. This enables precise positioning through visual imaging, coupled with multi-axis motion control arms, such as vacuum suction systems. The system quickly and accurately moves chips to sorted classification trays, enhancing sorting speed and accuracy.
Versatile Interfaces:
Equipped with RJ45 2.5GbE high-speed network ports and up to six USB 3.2 Gen 2 ports, the system efficiently integrates subsystems such as machine vision, sorting arms, temperature sensors, and pressure sensors. These features support real-time visual inspections and immediate feedback to sorting arms, ensuring seamless communication and meeting the high-speed, precision demands of chip sorting workflows.
Multi-Display Support and Real-Time Monitoring:
The system features HDMI, DisplayPort, and VGA outputs, enabling connections to up to four displays simultaneously. This supports real-time data visualization and monitoring during sorting processes, further enhancing operational precision and efficiency.
Reliability and Scalability:
With up to 128GB of DDR5 memory, the PSYS-508 provides high-bandwidth data transfer capabilities, handling multiple high-resolution image streams and supporting real-time inference tasks. The system includes seven SATA storage ports with RAID configuration, allowing for the storage of large volumes of image data while improving access speed and reliability. Its durable 4U chassis design and 80 Plus Gold-certified 600W power supply ensure stable 24/7 operation under high-load conditions, ideal for vision systems requiring long-term, high-performance reliability.
Portwell’s Value-Added Services: DMS and RPET
As an Intel Partner Alliance Gold Member and a leader in industrial computer solutions, Portwell excels in delivering innovative embedded systems and computing solutions. Through comprehensive DMS and EMS services, Portwell provides tailored solutions from design to production, meeting diverse application scenarios and market demands.
Portwell’s RPET platform simplifies IoT solution design, integrating system monitoring, equipment control, and remote management features. It provides comprehensive system status monitoring and firmware update support, ensuring stable and efficient operations while addressing the need for enhanced remote access and management efficiency. With outstanding services and technology, Portwell helps clients enhance their value and market competitiveness.